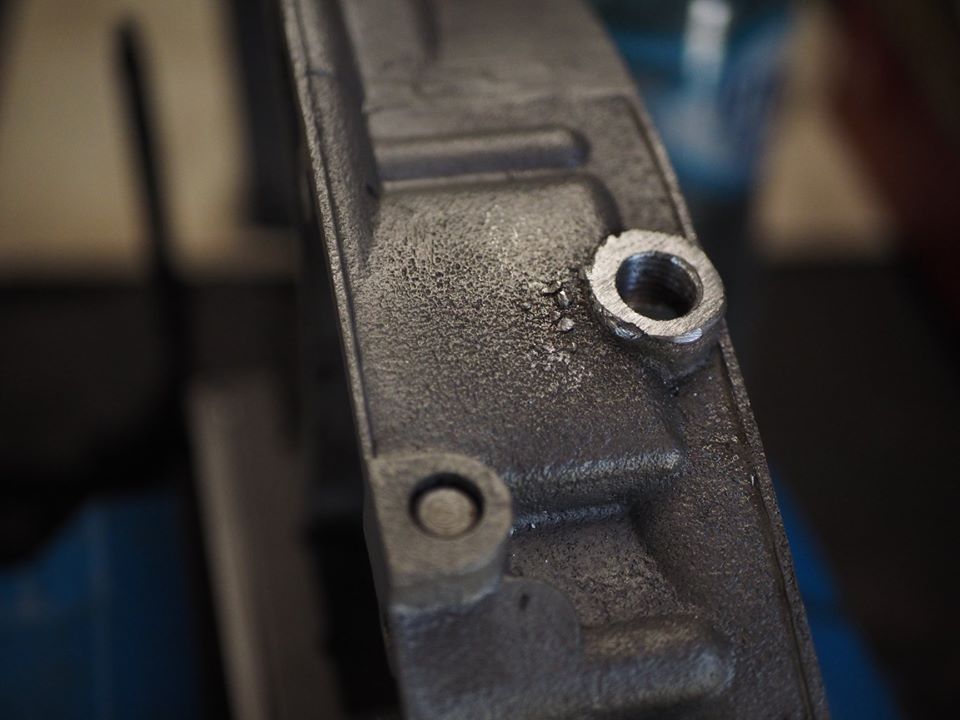
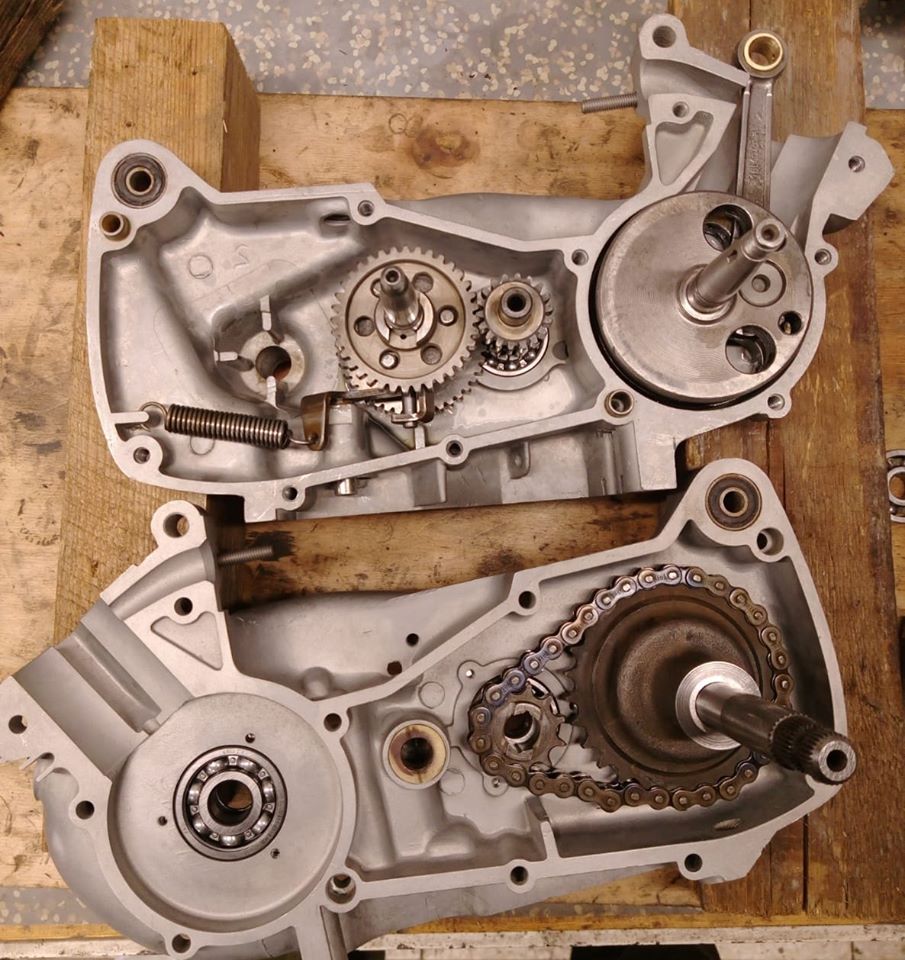
Odlewy ze stopów aluminium występują w większości silników i skrzyń biegów motocykli jako bloki, dekle, elementy nośne. Po wielu latach eksploatacji, również z niedokręconymi śrubami, w złych warunkach atmosferycznych zwykle wymagają naprawy. Zerwane gwinty, korki oleju uszczelniane pakułami, rozkalibrowane otwory pod tuleje centrujące, a także olbrzymie wyrwania spowodowane zerwanymi czy luźnymi łańcuchami – to codzienność przy pracy z oldtimerami. Jak sobie z tym poradzić?
Przywrócić wszystkie detale odlewu do fabrycznego kształtu.
Zazwyczaj wykorzystuje się do tego metodę spawania TIG AC. Jest to spawanie elektryczne z użyciem nietopliwej elektrody i materiału dodawanego ręcznie. Metoda ta jest stosowana powszechnie przy łączeniu stopów aluminium, naprawach bloków i pokryw, także przy konstrukcjach aluminiowych. Pozwala na wykonanie spoiny z dodawaniem materiału lub bez – samo przetopienie materiału rodzimego. Wymaga pewnej ręki, a także doświadczenia dla uzyskania estetycznego lica spoiny i właściwego przetopu, a zatem też wysokich własności wytrzymałościowych. Bardzo ważny jest dobór elektrody, spoiwa i parametrów spawania. Zazwyczaj używane jest spoiwo krzemowe, które sprawdza się przy spawaniu odlewów. Dlaczego?
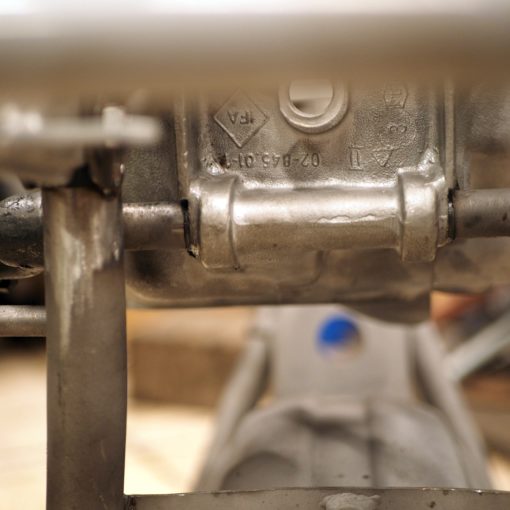
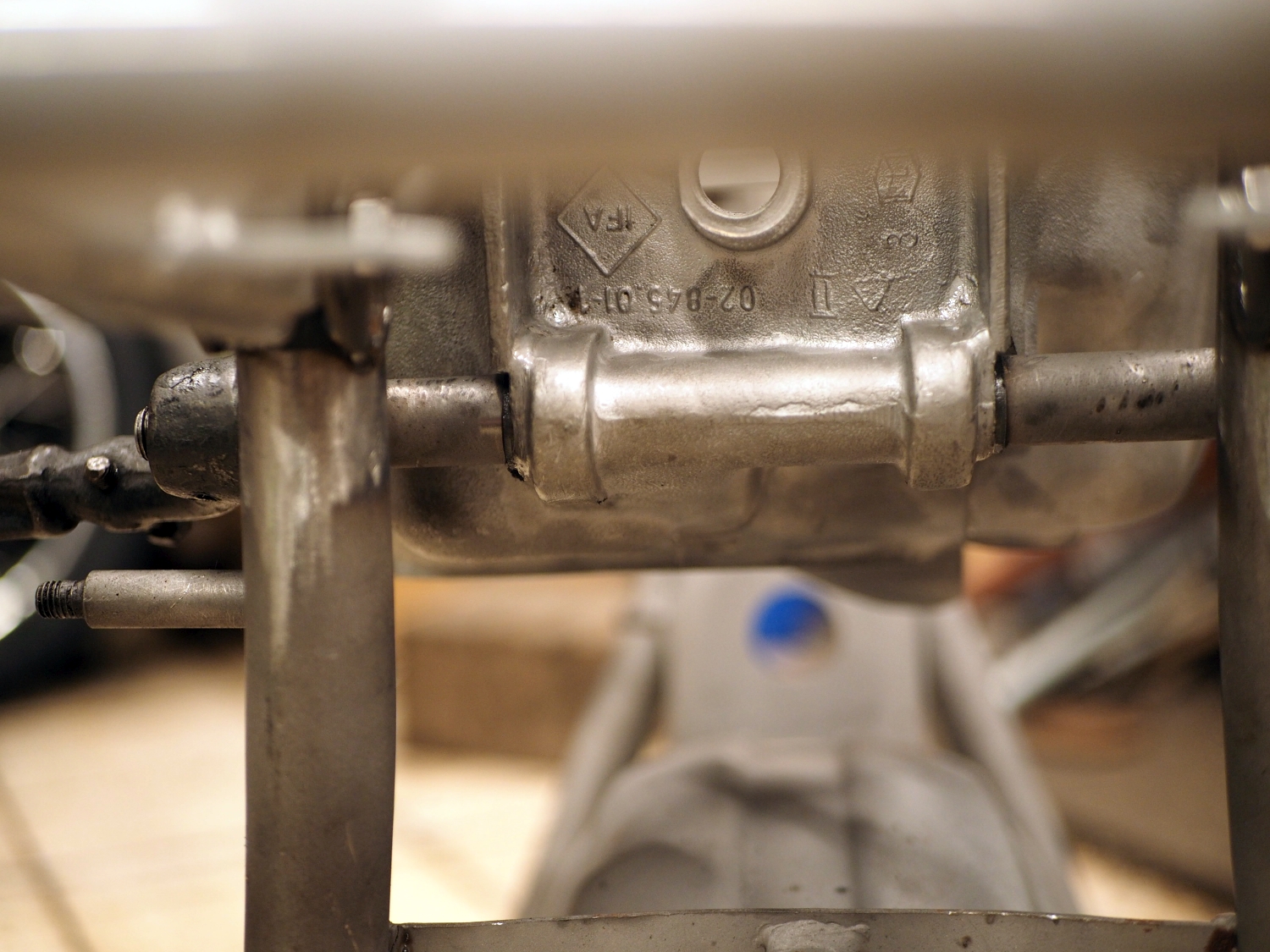
Odlewy wykonywane są zazwyczaj ze stopu aluminium z krzemem. O procentowym dodatku krzemu informują nas cechy na blokach, pokrywach, korpusach. Poniżej widzimy stop LA2A – tak kiedyś oznaczano późniejszy AK9, czyli AlSi9. Stop taki zawiera dodatek krzemu w ilości od 8 do 11 % (masowo).









{kind=link}
{kind=link}
{kind=link}
{kind=link}